Ⅰ Suitable Station— Skve buffing
Tool usage principle—Low speed For Rubber buffing;High speed For Wire
Ⅱ All kinds of rough grinding head applicable scope

No. 14,16,18 polish the tread rubber
No. 23 polish tread rubber interface and curtain rubber.
No. 36 polish the patch and grind the wound.
46 fix the inner tube.
No.60,80 tire surface glue treatment and polishing.
Ⅲ All kinds of pneumatic tools applicable scope and matching grinding head
1. 400 ~ 1200RPM (RPM/min) :
For drilling holes with 13, 14, 15, 16 and 17 low speed carbide steel drills.
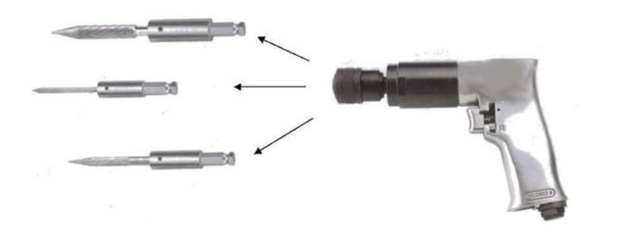
2. 2500 ~ 3000RPM (RPM/min) t
Used for rubber round cutting knife, wire brush, alumina rubber grinding wheel.

3. 3000-4000rpm (RPM/min) m
It is used for small grinding to treat the wound and repair the surface.


4. 20,000-22000rpm (RPM/min) :
Used for cutting steel wire.9, 10, 11, 12, 13 high speed carbonized steel cutting bit and aluminite grinding head.

Ⅳ Process requirements:
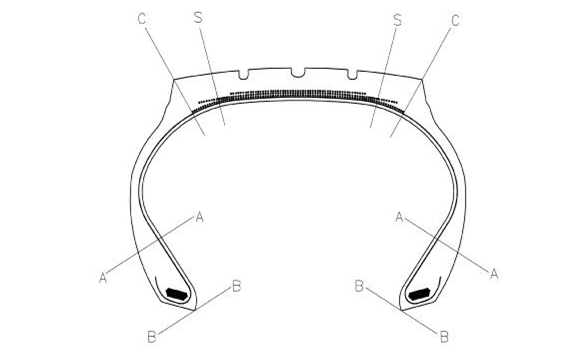
S to S zone: including the tire crown zone with the banding layer.
S to C zones, including the tire shoulder zone at the edge of the banding layer.
Zone C to A: Sidewall zone.
Zone A to zone B: rim zone.
(note that lines S, C, and A are all perpendicular to the degrees in the tire.)
1 All lateral injuries exceeding 1A inch (6 mm) in length and 3/16 inch (2 ml) in depth
Small grinding treatment should be carried out.
2. Remove all worn and damaged materials.
3. No coking rubber should be left at the polishing place.
4. Radial tires with band damage exceeding flat inch (19 mm) in diameter (2 mm) after grinding shall be treated
Make a patch mark.
5. Repair marks should be made for the damage of exposed structural materials in zones S to A.
6. Clean all tire side polish areas with a perimeter width of also in. (13 ml) 0 (rma2-3 roughness)
Or uncoked solid lubricants.
7. Remove any debris from polished or engraved surfaces.
8. For light and medium truck tires (spec. 10.00, 11R and 36V) intended for use in guide shaft locations.
The polishing range of #3 band shall not exceed 1 inch (25 ml) and #2 band shall not exceed the polishing range of #2 band. Over heaped inches (13 mm), #1 band shall not appear polished.
9. For medium truck tires (larger than light truck tires, spec. 10.00.11r) intended for use on guide shaft
Polish the tire crown (with three to four layers of steel tape), and the #3 band shall not be polished more than 1 inch (25 mm)
The polishing range of #2 band shall not exceed S inches (13 sets of meters), and #1 band shall not be polished.
10. The grinding roughness of all surface areas from C to C is RMA3 to 4.